




2. 浙江古纤道绿色纤维有限公司, 浙江 绍兴 312000
2. Zhejiang Guxiandao Green Fiber Co. Ltd., Shaoxing 312000, China
聚酯(聚对苯二甲酸乙二醇酯,PET)是一种模量高、强度高、弹性好、耐磨、耐腐蚀的线性热塑性聚合物,在模塑、薄膜、纺织、化纤等领域得到广泛应用[1-2]。然而,因其极限氧指数一般仅为21%~22%,极易引发火灾,在限制其应用领域的同时,也给人民的生命财产安全造成极大威胁。因此,近年来国内外研究人员致力于开发具有阻燃性能的聚酯及聚酯纤维[3-4]。
磷系阻燃剂因其低毒、低烟雾排放、环保、安全等特点被认为是传统卤系阻燃剂的优良替代品[5-6]。磷系阻燃剂主要分为无机磷系阻燃剂和有机磷系阻燃剂2种,可分别通过共混和共聚的方法引入聚酯中,使其具有阻燃性能。研究表明,通过共聚可将功能性阻燃单体嵌入大分子链中形成嵌段或无规阻燃共聚物,其在加工过程中阻燃性能稳定,是目前聚酯阻燃改性采用的主要方法[7]。但在连续熔融聚合过程中,由于反应温度较高和时间较长,共聚酯的热降解和热氧化反应不可避免,且得到的共聚酯特性黏度有限,相对分子质量及熔体强度较低,无法达到工业级聚酯的要求(数均分子量
固相缩聚(solid-state polycondensation, SSP)是提高聚酯黏度的有效方法[8],它发生在聚合物的玻璃化转变温度以上,熔点以下,与熔融缩聚相比,它具有反应温度低、副反应少、产品品质高等特点,但也存在反应速率慢、反应时间长、工艺流程长等缺点。Ji等[9]研究了固相缩聚参数对于磷系聚酯阻燃性能的影响,发现固相缩聚后的阻燃成分会随着反应速率和温度的升高而降低。Li等[10]通过分析固相缩聚后得到的磷系阻燃共聚酯的序列分布,得出固相缩聚能够提高聚酯结晶性能。目前,对于PET的固相缩聚研究已经取得较大进展[11-12],但仍缺乏对磷系阻燃共聚酯的固相缩聚动力学的研究,且已报道的阻燃共聚酯的特性黏度较低,一般小于0.7 dL·g−1[13-14]。
本研究将磷含量和位置不同的2种磷系阻燃共聚酯在高真空度条件下进行固相缩聚反应,通过改变反应温度,探究磷系阻燃共聚酯的增黏过程与固相缩聚反应温度和共聚酯磷元素含量的关系,并建立其反应动力学模型。研究固相缩聚反应温度及磷系阻燃共聚酯的磷元素对反应速率常数与活化能的影响,为阻燃聚酯的固相缩聚技术研究和工业级高黏阻燃聚酯的产业化生产提供理论指导。
2 实验部分 2.1 原料与试剂PET聚酯切片,浙江古纤道绿色纤维有限公司;磷系阻燃共聚酯切片,侧链低磷型共聚酯(EFR8601-02A)、主链高磷型共聚酯(EFR8401-02A),四川东材科技集团股份有限公司;苯酚,分析纯,无锡市展望化工试剂有限公司;1, 1, 2, 2-四氯乙烷,分析纯,上海麦克林生化科技有限公司。
2.2 仪器与设备混合型球磨仪,MM400型,德国Retsch(莱驰)公司;玻璃干燥仪,B-585型,德国BUCHI公司;差式扫描量热仪,DSC1型,瑞士METTLER-TOLEDO公司;热重分析仪,TGA/DSC1型,瑞士METTLER-TOLEDO公司;极限氧指数仪,PX-01-005型,苏州菲尼克斯仪器有限公司;乌氏黏度计,VISCO 070型,德国Julabo公司;自动滴定仪,TITRONIC 300型,德国Julabo公司;扫描电子显微镜,JSM 5610LV型,日本电子JEOL公司;傅里叶红外光谱仪,Nicolet 5700型,美国热电公司;微型注塑机,SZS-20型,武汉瑞鸣试验仪器有限公司;UL94垂直水平燃烧测试仪, PX-03-001型,苏州菲尼克斯仪器有限公司。
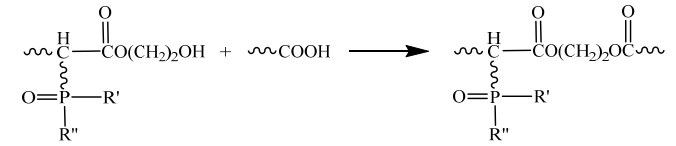
2.3 实验方法 2.3.1 磷系阻燃共聚酯的固相缩聚反应将磷系阻燃共聚酯切片在120 ℃下真空干燥12 h进行预结晶,除去样品中的水分。用混合型球磨仪将干燥后的切片进行冷冻粉碎,用0.074 mm的标准分样筛分成大小均匀的粉末,减小样品粒径大小对固相缩聚的影响。将样品粉末均匀铺在包有锡纸的坩埚中,放入玻璃干燥仪内,在真空(约30~40 Pa)下,于190、200、210 ℃进行固相缩聚反应,反应时间分别为2、4、6、8、10 h。固相缩聚过程中可能发生的主要反应为酯交换反应和酯化反应,反应示意图如下:
1、EFR8601-02A(侧链含磷)
(1) 酯交换反应

|
(2) 酯化反应
|
2、EFR8401-02A(主链含磷)
(1) 酯交换反应

|
(2) 酯化反应

|
其中R、R′、R″均为基团。
2.4 表征与测试 2.4.1 特性黏度测试参照GB/T 14190-2008标准,采用VISCO 070型乌氏黏度计测量样品黏度,溶剂是质量比为1:1的苯酚/1, 1, 2, 2-四氯乙烷混合溶液,样品溶液质量浓度为0.5 g·(100 mL)−1,测试温度为(25±0.05) ℃。
2.4.2 磷含量测试采用电感耦合等离子体发射光谱法测定样品中的磷元素含量。所有样品均用硝酸进行消解前处理。
2.4.3 端羧基含量测试参照GB/T 14190-2008标准,将磷系阻燃共聚酯样品溶解在苯酚和三氯甲烷体积比为2:3的混合溶剂中,加入溴酚蓝指示剂,采用德国Julabo公司的TITRONIC 300自动滴定仪以氢氧化钾-乙醇标准滴定溶液进行滴定,通过消耗滴定溶液的体积计算样品中的端羧基含量。
2.4.4 极限氧指数测试(limiting oxygen index, LOI)采用苏州菲尼克斯仪器有限公司生产的PX-01-005型氧指数分析仪,参照ASTMD 2863标准进行极限氧指数测试。用武汉瑞鸣试验仪器有限公司的SZS-20型微型注塑机制成测试样条,样条尺寸:长为(80±0.5) mm,宽为(6±0.5) mm,厚度为(3±0.25) mm,具体测试方法为:将样条垂直固定在燃烧筒中,氧、氮混合气流由下而上流过,点燃试样顶端,同时计时和观察试样燃烧长度,在不同的氧浓度中试验一组试样,测定维持试样燃烧时的最低氧浓度。
2.4.5 扫描电子显微镜(scanning electron microscope,SEM)测试样品在空气中500 ℃下燃烧5 min后得到的热分解产物,采用日本电子JEOL公司的JSM 5610LV型扫描电镜对产物的成炭形貌进行观察,电压为5 kV,扫描倍数为100倍。
2.4.6 差示扫描量热分析(differential scanning calorimetry, DSC)使用瑞士Mettler公司的DSC1型差示扫描量热仪对样品进行热性能分析,称取5~8 mg样品,以10 ℃·min−1的加热速率从25 ℃加热至300 ℃,等温3 min,再以10 ℃·min−1的速率冷却至25 ℃,等温3 min,最后以10 ℃·min−1的速度再次加热至300 ℃。全程氮气作为保护气体,体积流量为50 mL·min−1。
2.4.7 热重分析(thermogravimetric analysis,TG)采用瑞士Mettler公司的TGA/DSC1型热重分析仪,称取5~8 mg样品,在氮气氛围下,体积流量为50 mL·min−1,以10 ℃·min−1的加热速率从25 ℃升温至700 ℃。
2.4.8 傅里叶红外光谱(Fourier transform infrared spectroscopy, FTIR)分析样品粉末与KBr粉末共碾后压片,使用美国热电公司的Nicolet 5700型傅里叶红外光谱仪对样品进行FTIR分析。
2.4.9 垂直燃烧(Underwriters Laboratory 94 vertical burning, UL-94) 测试采用苏州菲尼克斯仪器有限公司生产的PX-03-001型垂直水平燃烧测试仪,参照GB/T 2408-2008标准进行垂直燃烧测试。用上述微型注塑机制成测试样条,样条尺寸:长为(125±5) mm,宽为(13.0±0.5) mm,厚度为(3.0±0.25) mm。
3 结果讨论 3.1 磷系阻燃共聚酯的特性参数与燃烧性能所有共聚酯样品的性能参数列于表 1中,所有聚酯的特性黏度均在0.65~0.68 dL·g−1,避免了对后续固相缩聚实验结果产生误差。磷含量可以较好地体现聚酯切片中阻燃剂的添加量,由表可知,随着磷含量的增加,聚酯切片端羧基含量明显上升,可能是由于磷系阻燃剂加入后产生位阻效应,使得酯化率降低、缩聚反应难以进行且容易造成更多的热氧化降解副反应。
|
|
表 1 PET和磷系阻燃共聚酯的性能参数 Table 1 Performance parameters of polyesters |
极限氧指数(LOI)是阻燃共聚酯阻燃性能的关键指标之一。如表 1所示,常规PET的LOI为22%,随着磷含量的增加,共聚酯的LOI值有明显提高。聚酯燃烧的成炭特性可解释这一现象。如图 1所示,PET燃烧后表面光滑,加入磷系阻燃剂后,阻燃共聚酯表面孔密集且呈现鼓包状结构。这一现象表明磷系阻燃剂分解脱水形成聚偏磷酸或焦磷酸类产物,促进聚合物脱水成炭,同时受热分解形成一层致密保护层,隔绝氧气和热量的传递,并减少可燃气体的释放。但当聚酯燃烧产生的气体以及脱水释放的水蒸气聚集到一定程度后会冲破炭层,形成较密集的微孔和鼓包状结构。因而,含磷量越高,保护层越厚,隔绝氧气和热量的传递作用越好。此外,EFR8601-02A显示出最优的抗熔滴性能,达到了V-0等级。聚酯产生熔滴是因为熔体黏度在燃烧过程中随着温度的升高急剧降低,熔体黏度过低则无法支撑材料本身的重量[15]。磷系阻燃剂可促进熔滴带走热量以达到阻燃作用,因而磷含量越高,阻燃聚酯的熔滴现象越严重。此外,侧链型含磷共聚酯的O═P─O基团位于聚合物的侧基,燃烧时O═P─O键断裂对主链的影响小,黏度降低速度小于主链型含磷聚酯,所以EFR8601-02A的抗熔滴效果优于EFR8401-02A。

|
图 1 PET和磷系阻燃共聚酯的燃烧后表面扫描电镜图 Fig.1 SEM micrographs of polyesters after combustion |
图 2显示了PET和磷系阻燃共聚酯的DSC降温曲线图。由图可知,随着磷含量的增加,阻燃共聚酯降温过程中的熔融结晶峰逐渐变宽,起始结晶温度与峰值结晶温度降低。在图 3显示的升温曲线图中,随着阻燃剂含量的增加,玻璃化转变温度θg略有降低,PET的θg为97 ℃,EFR8601-02A的θg为84 ℃,EFR8401-02A的θg为77 ℃。熔融温度θm下降更为明显,PET的峰值θm为255.8 ℃,EFR8601-02A的θm为252.4 ℃,EFR8401-02A的θm为242.5 ℃。造成上述现象的原因可能是磷系阻燃剂共聚到大分子链上,引入了刚性基团,破坏了大分子链的规整性,需要克服熔融行为的晶格能变小,导致熔点降低,同时晶格嵌入变得困难,对结晶形成阻碍。另外,在升温曲线中,共聚酯EFR8401-02A出现了结晶峰,这可能是在之前的降温过程中,磷系阻燃共聚酯的结晶性能差,结晶未能完全,因此在升温过程中发生再次结晶。

|
图 2 PET和磷系阻燃共聚酯DSC降温曲线 Fig.2 DSC cooling curves of polyesters |

|
图 3 PET和磷系阻燃共聚酯DSC第2次升温曲线 Fig.3 DSC second temperature rise curves of polyesters |
图 4和表 2为PET和磷系阻燃共聚酯的TG/DTG曲线图和TGA测定结果。由图可知,PET和阻燃聚酯的分解温度都在300 ℃以上,热稳定性较好。由表可知,随磷含量增加,共聚酯的初始分解温度有所降低,这可能是由于P─C键键能较低,高温下更易断裂。由于P─C键分解形成致密焦炭层,阻碍热传递,导致达到最大分解速率时的温度上升。600 ℃时的残余质量分数也有所增加,证明阻燃剂的加入促进了焦炭层的形成。

|
图 4 PET和磷系阻燃共聚酯的TG/DTG曲线图 Fig.4 TG/DTG curves of polyesters 1. PET 2. EFR8601-02A 3. EFR8401-02A |
|
|
表 2 PET和磷系阻燃共聚酯的TGA测定结果 Table 2 TGA results of polyesters |
图 5为PET和不同阻燃剂质量分数的共聚酯的傅里叶红外光谱图。如图所示,─COOH中─OH的伸缩振动位于3 431.5 cm−1,亚甲基中C─H的不对称伸缩振动位于2 958.9~2 890.9 cm−1,且随着阻燃剂添加量的增加,强度明显增强,对位取代苯环的面内变形位于873.9 cm−1,碳氧键─C─O─C─伸缩振动位于1 262.0~1 099.2 cm−1,碳氧双键─C═O─的伸缩振动位于1 721.9 cm−1。加入阻燃剂后,阻燃剂中的─POOH中的─OH伸缩振动峰位于2 373.98 cm−1,同时可观察到共聚酯中的─P═O的伸缩振动峰移动至低波长的1 117.5和1 099.2 cm−1,证明本实验采用的共聚方法可以得到预期结构的磷系共聚酯,且共聚酯中存在所期望的阻燃单元。另外,发现固相缩聚后各聚酯的红外曲线与固相缩聚前几乎相同,证明固相缩聚没有改变共聚酯的分子结构,阻燃剂单元仍以共聚状态存在于分子链中。

|
图 5 PET和磷系阻燃共聚酯及其固相缩聚后的红外光谱图 Fig.5 FTIR spectra of polyesters and their solid-state polymerization products 1. PET 2. EFR8601-02A 3. EFR8401-02A SSP is the product after the solid-state polymerization of samples at 190 ℃ for 2 h. |
图 6是210 ℃下PET和2种阻燃共聚酯的特性黏度与固相缩聚反应时间的关系图。由图可知,2种磷系阻燃共聚酯的增黏效果存在明显差异。共聚酯的磷含量越大,且为主链型时,黏度增加越缓慢。固相缩聚反应10 h后,PET黏度可增加124.5%,而EFR8401-02A黏度仅增加95.5%。造成此现象的原因为磷系阻燃剂上的苯环具有位阻效应,使得共聚酯大分子链间距增大,相互靠近变得困难,活性基团进行有效碰撞的概率降低,造成固相缩聚反应速率的降低。

|
图 6 210 ℃下PET和磷系阻燃共聚酯的特性黏度与固相缩聚时间的关系 Fig.6 Profiles of intrinsic viscosity of polyesters as a function of polymerization time at 210 ℃ |
特性黏度是聚酯加工过程的重要参数,特性黏度的大小将决定最终聚酯材料的性质。图 7显示了PET和磷系阻燃共聚酯在不同温度(190~210 ℃)下特性黏度与固相缩聚反应时间的关系。从图中可知,对于同一聚酯体系,在不同温度下,其特性黏度均随反应时间的延长而不断增加,且均保持不断上升的趋势,且温度越高,共聚酯的黏度增加越迅速,PET在较低温度(190 ℃)和较高温度(210 ℃) 下固相缩聚10 h后黏度分别增加85.1% 和124.5%,EFR8601-02A分别增加64.0% 和108%,EFR8401-02A分别增加42.7% 和95.5%。这是由于反应温度升高,分子链活动变得活跃,端基迁移速率加快,具有反应活性的官能团碰撞频率增加,同时水和乙二醇等小分子副产物通过抽真空被快速带走,使得缩聚反应变得更加有利,共聚酯增黏效果较好。因此,适当提高固相缩聚反应温度有助于磷系阻燃共聚酯的增黏。

|
图 7 不同温度下PET和磷系阻燃共聚酯特性黏度与固相缩聚时间的关系 Fig.7 Effects of solid-state polymerization time on intrinsic viscosity at different temperatures |
端羧基含量是聚酯产品品质的重要指标。图 8显示了PET和磷系阻燃共聚酯在不同温度(190~210 ℃)下端羧基含量与固相缩聚反应时间的关系。由图可知,所有共聚酯在不同反应温度下,其端羧基的含量随固相缩聚反应时间的延长而单调下降,并且随着反应温度的升高,端羧基含量下降更为迅速。样品中端羧基的来源主要有3个反应:一是酯化反应,二是缩聚反应阶段链断裂,三是热降解和热氧化反应。结果显示出PET和磷系阻燃共聚酯的端羧基含量在固相缩聚反应过程中持续减少且能保持明显下降趋势,证明在适当的温度和反应时间下,反应体系内不断发生链增长反应,且无明显的热降解和热氧化反应的发生。

|
图 8 不同温度下PET和磷系阻燃共聚酯端羧基含量与固相缩聚时间的关系 Fig.8 Effects of solid-state polymerization time on end carboxyl group contents at different temperatures |
由于固相缩聚发生在共聚酯的玻璃化转变温度以上,熔点以下,大分子链段不会发生运动,因而形成结晶区。具有足够迁移性的反应端基被挤压到无定形区域,并在此区域发生酯化和酯交换反应,使分子链增长。目前对于固相缩聚反应机理的研究主要存在3种:化学反应控制、小分子扩散控制、化学反应与小分子扩散共同控制。本研究采用Duh[16]提出的固相缩聚反应模型,对PET和磷系阻燃共聚酯的固相缩聚反应动力学进行分析。该模型认为粉状PET在固相缩聚反应过程中,特性黏度会趋于一个极限值,并提出在PET链中仅存在2种端基,一是参与化学反应的活性端基,二是由于结晶被包络在晶体内无法发生碰撞的非活性端基。为简化模型还假设固相缩聚仅由酯交换反应引起,且由化学反应控制,在足够小的反应物粒径和足够高的真空度下不发生副反应,其发生的主要链增长反应为

|
基于以上假设和简化措施,提出了一个与端基活性有关的修正后的二阶反应动力学模型:
| $ - \frac{{{\text{d}}(b - {b_i})}}{{{\text{d}}t}} = 2k{(b - {b_i})^2} $ | (1) |
式中:b为总端基质量摩尔浓度,mol·t−1;bi为非活性端基质量摩尔浓度,mol·t−1;t为反应时间,min;k为反应速率常数,106 g·mol−1·min−1。
将式(1)两边同时对时间t进行积分,可得
| $ \frac{1}{{b - {b_i}}} - \frac{1}{{{b_0} - {b_i}}} = 2kt $ | (2) |
式中:b0为初始聚合物的总端基质量摩尔浓度,mol·t−1。式(2)可整理,得
| $ \frac{{{b_0} - b}}{t} = 2k({b_0} - {b_i})b - 2k({b_0} - {b_i}){b_i} $ | (3) |
根据模型假设,b≠0,因此,当(b0−b)/t=0,或t=∞时,b=bi。若实验结果与假设模型相符,那么(b0−b)/t与b应呈线性关系,即可通过拟合直线的斜率与截距求得反应速率常数k与非活性端基质量摩尔浓度bi。根据Mark-Houwink方程,固相缩聚反应不同时间后的PET和磷系阻燃共聚酯反应后的黏均分子量与特性黏度的关系分别满足式(4)和(5)
| $ \overline {{M_{\text{v}}}} {\text{ = }}{\left( {\frac{\eta }{{2.08 \times {{10}^{ - 4}}}}} \right)^{\frac{1}{{0.821}}}} $ | (4) |
| $ \overline {{M_{\text{v}}}} {\text{ = }}{\left( {\frac{\eta }{{2.61 \times {{10}^{ - 4}}}}} \right)^{\frac{1}{{0.799}}}} $ | (5) |
式中:
| $ b{\text{ = }}\frac{1}{{\overline {{M_{\text{v}}}} }} $ | (6) |
综上,将实验结果绘制成(b0−b)/t与b的曲线并进行拟合,如图 9所示,拟合度较好,证明本研究所采用的假设模型是合理的。由图中斜率与截距求得反应速率常数k,根据阿伦尼乌斯方程:
| $ k{\text{ = }}A{\text{exp }}\left( { - \frac{{{E_{\text{a}}}}}{{RT}}} \right) $ | (7) |

|
图 9 不同温度下PET和磷系阻燃共聚酯(b0−b)/t与b的实验值与拟合曲线比较 Fig.9 Comparison of (b0−b)/t vs b values between experimental and correlation results at different temperatures |
式中:A为阿伦尼乌斯常数,g·mol−1·min−1;
| $ \ln k{\text{ = }} - \frac{{{E_{\text{a}}}}}{R} \cdot \frac{1}{T} + \ln A $ | (8) |
将反应速率常数k与1/T进行线性拟合,即可求得反应活化能Ea。
含磷共聚酯在不同温度下的反应速率常数k与固相缩聚反应活化能Ea如表 3所示。所有共聚酯的固相缩聚表观反应速率常数都随反应温度升高而增大,这是由于尽管固相缩聚只发生在无定形区域,但温度升高仍能使活性基团运动活跃,有效碰撞频率提高,促使反应速率加快。另外,对于相同反应条件,固相缩聚反应速率常数均随阻燃剂添加量的增加而降低,证明阻燃剂的加入阻碍了缩聚反应的进行,降低了反应活性,这是由于阻燃剂中的苯环结构产生位阻效应。加入阻燃剂后,缩聚反应活化能增加,说明发生固相缩聚反应所需能量增加,进一步证明了阻燃共聚单体的引入对缩聚反应的阻碍作用。
|
|
表 3 PET和磷系阻燃共聚酯的反应速率常数k和活化能Ea Table 3 Results of reaction rate constant k and activation energy Ea of polyesters |
通过对2种(主链高磷型和侧链低磷型)磷系阻燃共聚酯进行表征测试,发现磷系阻燃剂能够提高聚酯的燃烧性能,其中LOI值可达32%,UL-94达到V-0等级。然而,阻燃共聚酯的结晶性能和热稳定性均有所降低,其中主链高磷型阻燃聚酯表现更差。采用固相缩聚技术能有效减少阻燃聚酯端羧基含量且无或较少有副反应发生,可实现工业级阻燃聚酯制备。2种磷系阻燃共聚酯在210 ℃固相缩聚10 h后,其特性黏度可提高到1.3 dL·g−1以上。然而,磷系阻燃剂的加入会降低聚酯的增黏速度,主链高磷型阻燃共聚酯增黏效果较差。通过建立固相缩聚反应动力学模型,发现磷系阻燃共聚酯的固相缩聚表观反应速率常数随温度升高而增大,随磷含量的增加而减小,而反应活化能随磷含量的增加而增大,这些结果均证明了磷系阻燃剂会阻碍聚酯的固相增黏。
| [1] |
杨忠兵, 顾爱军, 张宇航. 阻燃聚酯的现状与展望[J]. 现代化工, 2012, 32(11): 27-30, 32. YANG Z B, GU A J, ZHANG Y H. Current status and prospects of flame retardant polyester[J]. Modern Chemical Industry, 2012, 32(11): 27-30, 32. DOI:10.3969/j.issn.0253-4320.2012.11.007 |
| [2] |
SUJICA M Z, SMOLE M S. Structure-mechanical properties relationship of poly(ethylene terephthalate) fibers[J]. Journal of Applied Polymer Science, 2003, 89(12): 3383-3389. DOI:10.1002/app.12583 |
| [3] |
HORROCKS A R, KANDOLA B K, DAVIES P J, et al. Developments in flame retardant textiles-A review[J]. Polymer Degradation Stability, 2005, 88(1): 3-12. DOI:10.1016/j.polymdegradstab.2003.10.024 |
| [4] |
陈沁, 赵涛. 阻燃纤维及纺织品的研究进展[J]. 印染, 2015, 41(5): 49-54. CHEN Q, ZHAO T. Research development of flame retardant fibers and texitles[J]. Dyeing & Finishing, 2015, 41(5): 49-54. DOI:10.3969/j.issn.1004-0439.2015.05.013 |
| [5] |
方寅春, 刘新华, 张广知. 涤纶无卤磷系阻燃剂研究进展[J]. 印染, 2018, 43(2): 49-53, 60. FANG Y C, LIU X H, ZHANG G Z. Research development of halogen-free phosphorous-containing flame retardant for PET fabric[J]. Dyeing & Finishing, 2018, 43(2): 49-53, 60. |
| [6] |
陈浩然, 李晓丹. 阻燃剂的研究发展现状[J]. 纤维复合材料, 2012, 29(1): 18-21. CHEN H R, LI X D. The recent progress of flame-retardants[J]. Fiber Composites, 2012, 29(1): 18-21. DOI:10.3969/j.issn.1003-6423.2012.01.005 |
| [7] |
王鸣义. 高品质阻燃聚酯纤维及其织物的技术进展和趋势[J]. 纺织导报, 2018(2): 13-24. WANG M Y. Technological development of high-quality flame-retardant polyester fiber and its fabric[J]. China Textile Leader, 2018(2): 13-24. DOI:10.3969/j.issn.1003-3025.2018.02.005 |
| [8] |
JAMES N R, RAMESH C, SIVARAM S. Development of structure and morphology during crystallization and solid state polymerization of polyester oligomers[J]. Macromolecular Chemistry and Physics, 2001, 202(7): 1200-1206. DOI:10.1002/1521-3935(20010401)202:7<1200::AID-MACP1200>3.0.CO;2-C |
| [9] |
JI H, GAN Y, KUMI A K, et al. Kinetic study on the synergistic effect between molecular weight and phosphorus content of flame retardant copolyesters in solid-state polymerization[J]. Journal of Applied Polymer Science, 2020, 137(38): 1-10. |
| [10] |
LI L J, DUAN R T, ZHANG J B, et al. Phosphorus-containing poly(ethylene terephthalate): Solid-state polymerization and its sequential distribution[J]. Industrial & Engineering Chemistry Research, 2013, 52(15): 5326-5333. |
| [11] |
KIM T Y, LOFGREN E A, JABARIN S A. Solid-state polymerization of poly(ethylene terephthalate). Ⅰ. Experimental study of the reaction kinetics and properties[J]. Journal of Applied Polymer Science, 2010, 89(1): 197-212. |
| [12] |
KIM T Y, JABARIN S A. Solid-state polymerization of poly(ethylene terephthalate). Ⅱ. Modeling study of the reaction kinetics and properties[J]. Journal of Applied Polymer Science, 2010, 89(1): 213-227. |
| [13] |
DONG X, CHEN L, DUAN R T, et al. Phenylmaleimide-containing PET-based copolyester: Cross-linking from 2π+π cycloaddition toward flame retardance and anti-dripping[J]. Polymer Chemistry, 2016, 7(15): 2698-2708. DOI:10.1039/C6PY00183A |
| [14] |
WU J N, QIN Z H, CHEN L, et al. Tailoring Schiff base cross-linking by cyano group toward excellent flame retardancy, anti-dripping and smoke suppression of PET[J]. Polymer, 2018, 153: 78-85. DOI:10.1016/j.polymer.2018.08.004 |
| [15] |
ZHAO H B, WANG Y Z. Design and synthesis of PET-based copolyesters with flame-retardant and antidripping performance[J]. Macromolecular Rapid Communications, 2017, 38(23): 1700451. DOI:10.1002/marc.201700451 |
| [16] |
DUH B. Reaction kinetics for solid-state polymerization of poly(ethylene terephthalate)[J]. Journal of Applied Polymer Science, 2001, 81(7): 1748-1761. DOI:10.1002/app.1607 |